Wastewater Treatment System (SOLSTEP-HP)
This equipment efficiently collects valuable recyclable organic solvents from wastewater by evaporating the water and concentrating the solvents with higher boiling points. The separation of organic solvent components from wastewater reduces environmental impact and allows for final treatment in our own biological treatment tank, making it possible to achieve zero waste cost.
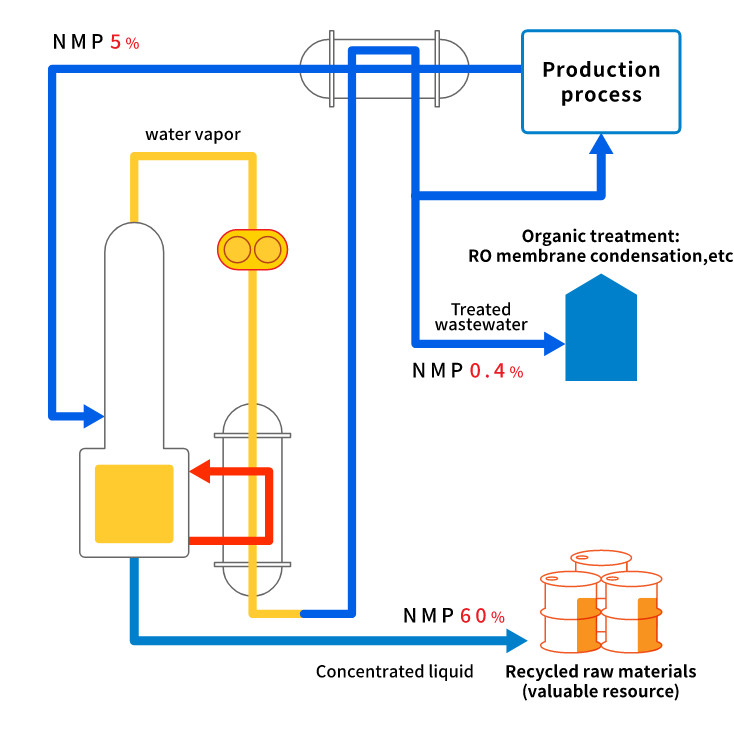
Water treated with RO (reverse osmosis) membranes and other technologies can be further processed to recover solvent components and enable water recycling.
Additionally, the heat pump system utilizes the evaporated water (steam) generated within the device as a heat source, resulting in an energy-efficient solution that consumes approximately 90% less energy compared to steam humidification systems.
Highlights
Excellent condensation performance allows the concentrated liquid to be used as a recycled raw material
Effective separation and purification techniques reduce the equipment’s environmental impact
Heat pump system delivers energy efficiency and reduced operational expenses, maximizing cost savings
Winner of the 2017 Japan Society of Industrial Machinery Manufacturers Chairman’s Award
Winner of the 2017 Separation Technology Awards

Example
By applying heat to the lower part of the tower, water, which has a lower boiling point (higher volatility) than the solvent, is converted into water vapor, while the organic solvent with a higher boiling point (lower volatility) is concentrated at the bottom of the tower. This concentrated liquid can be effectively utilized as a recyclable concentration.
The steam is used by the heat pump system as a heating source at the bottom of the tower and then recovered as treated water in the condenser.
Organic Solvents Covered
Effective for organic solvents that have a higher boiling point than water.
NMP (N-methyl-2-pyrrolidone)
DMAC (dimethylacetamide)
MEA (monoethanolamine)
DMSO (dimethyl sulfoxide)